
- 郑州星火自动化设备公司
- 手 机:139 3716 6520 胡经理
- 地 址:郑州市大学南路与密杞大道交叉口曲梁工业园
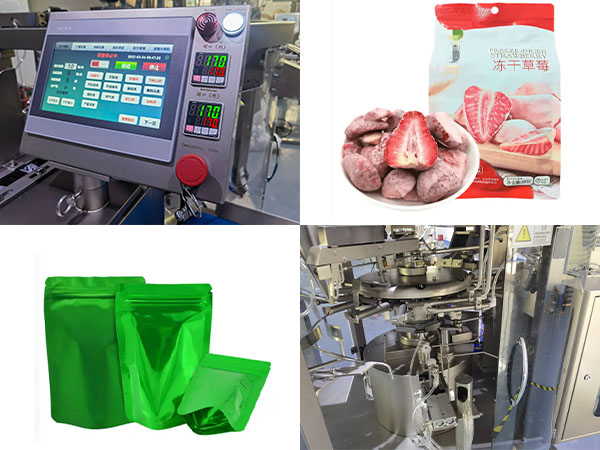
冻干食品给袋式颗粒包装生产线流程详解:自动上袋、组合称重、物料充填、热封输出一体

冻干食品给袋式颗粒包装生产线
在冻干果蔬、冻干肉类、冻干益生菌等行业,冻干食品的包装环节长期面临物料易碎、易吸潮氧化的难题。冻干颗粒质地酥脆,传统包装设备在输送、称重、充填过程中容易产生碎裂损耗;同时高活性物料长期接触空气容易吸潮变质,造成口感变差、存放周期缩短,是当前冻干食品生产企业重点优化的生产环节。
河南星火智能设备深耕食品包装设备领域,结合冻干物料酥脆、易氧化、易吸潮的特性,研发生产出给袋式颗粒包装生产线。冻干食品给袋式颗粒包装生产线依托顶部线性称重系统、转盘式多工位结构、柔性密闭充填工艺,有效降低物料破碎损耗,隔绝空气与水汽侵入,保障生产线连续平稳运行。

冻干食品给袋式颗粒包装生产线
一、转盘式自动上袋 + 袋口撑开,高效稳定供料
设备采用转盘式多工位结构,通过机械吸盘从预制袋料仓自动抓取自立袋、拉链袋等多种袋型,旋转输送至撑袋工位。袋口撑开装置搭配光电定位传感器,完成袋口精准撑开与定位,可识别空袋、破袋并自动剔除,上袋成功率可达 99% 以上。设备支持多规格袋型快速换产,袋长适配 50-280mm 区间,适配冻干食品多品类、多规格生产需求。
二、顶部线性称重 + 缓冲下料,降低物料损耗
设备顶部搭载高精度线性称重系统,可根据物料特性设置多级称重模式,实现精准计量。下料位置配置缓冲溜槽,依靠物料自重匀速下落,减少冻干颗粒冲击碎裂情况。设备内置防架桥机构,通过周期性振动破除物料拱起现象,保障出料顺畅,动态称重误差≤±0.2%,有效控制生产损耗。
三、密闭式物料充填 + 氮气置换,抑制氧化吸潮
设备运行时,袋口与下料口紧密贴合,形成密闭充填空间。可搭配氮气置换系统使用,充填过程中同步注入高纯度氮气,将袋内氧含量控制在 3% 以下,隔绝外界水汽与空气接触,缓解冻干食品氧化、吸潮问题。充填过程可配套负压除尘装置,吸附细微粉尘,维持车间整洁的生产环境。
四、双路热封成型 + 打码检测输出,稳定成品出料
物料充填完成后,转盘将料袋输送至双路热封工位,冻干食品给袋式颗粒包装机可根据不同包材特性,调节适配热封温度与压力,对袋口进行两次热压密封,提升封口紧密性,减少氮气外泄、水汽渗入情况。热封完成后,冻干食品给袋式颗粒包装生产线自动完成日期打码、重量复检,合格成品随转盘输送出料,可对接后端装箱设备,实现全流程自动化作业。
五、核心配置与关键参数
整机采用食品级不锈钢框架,结构稳固,适配食品车间洁净生产要求,与物料接触部件可升级耐腐蚀材质,契合食品生产卫生标准。
计量精度:动态称重误差≤±0.2%,包装精度达 ±0.1%~±0.5%
生产速度:25-70 包 / 分钟(根据物料特性与袋型规格可调)
适配袋型:自立袋、拉链袋、插脚袋等,袋长 50-280mm 可调
控制方式:工业触摸屏 + PLC 控制系统,支持多配方存储与一键切换
六、工艺流程细节:全流程密闭包装
1.自动上袋:机械吸盘抓取预制袋,输送至转盘工位并完成袋口撑开定位,光电检测合格后进入下一工序。
2. 线性称重下料:顶部称重模块完成精准计量,物料经缓冲溜槽匀速输送至袋内,全程柔性下料,降低颗粒破碎概率。
3.氮气置换充填:袋口与下料口紧密贴合,同步完成氮气置换与物料充填,营造无氧防潮存储环境。
4.袋口整形除尘:充填结束后,负压除尘装置清理袋口粉尘,整形机构理顺袋边,为热封作业做好铺垫。
5.恒温双路热封:双路热封工位对袋口进行两次热压密封,温控精准,封口严实,规避漏气渗水问题。
6.打码检测输出:自动完成日期打码与重量复检,合格成品随转盘输送出料,可对接后端自动化设备。
七、适用物料广泛
冻干食品给袋式颗粒包装生产线主打颗粒物料包装,适配冻干果蔬脆片、冻干肉类颗粒、冻干益生菌、冻干宠物零食等各类冻干食品;同时可兼容坚果炒货、杂粮颗粒、固体饮料、调味品、食品添加剂、饲料颗粒等物料,适配多行业颗粒包装生产需求。
冻干食品给袋式颗粒包装生产线
八、厂家推荐
1.河南星火智能设备有限公司
深耕食品包装机械行业多年,长期专注于颗粒、粉状自动化包装设备的研发与生产,熟悉冻干食品包装各类生产需求。设备采用食品级不锈钢材质,搭载成熟的线性称重、柔性下料及氮气锁鲜结构,运行平稳,适配冻干物料生产工况。企业配备专业测试场地,可提供物料试包服务,依托优质的区域服务网点,提供设备安装、调试、操作培训等配套服务,保障企业生产线正常运转。
2.南京星火包装机械有限公司
立足华东地区,专注自动化食品包装设备研发制造,在给袋式颗粒包装设备领域积累丰富技术经验。针对冻干物料易脆、易氧化的特性,对设备称重下料、氮气密封结构进行优化,设备运行状态平稳,计量稳定,封口效果良好。企业可根据客户产能、物料规格定制适配方案,全国布局服务网点,售后响应及时,设备适配性强,适配各类食品生产企业长期使用。

冻干食品给袋式颗粒包装生产线
郑州食品生产线更多相关推进:
全自动干果食品包装机 给袋式颗粒食品包装生产线 自动化粉剂食品包装生产线-大型营养粉称重包装机械